








Resources
How to improve the lifetime of the mould
Release time:2023-09-08
Detailed discussion: to improve the service life of the mold practical methods
With the increasing degree of industrial automation, the wider the application of mold. But at present in many enterprises in China, the service life of the mold is still relatively low, into the equivalent of foreign 1 / 3 ~ 1 / 5. low life of the mold, the working part of the accuracy of poor retention, will not only affect the product quality, but also cause the mold material, processing time and other costs of a huge waste, greatly increasing the cost of products and reduce production efficiency, seriously affect the competitiveness of the product. Studies have shown that: the service life of the mold and heat treatment is not appropriate, the selection of materials is not appropriate, the mold structure is unreasonable, the machining process is unreasonable, the mold lubrication is not good, the design level is poor and many other factors.
According to the analysis of a large number of failed mold statistics, in the various factors that cause the failure of the mold, improper heat treatment accounted for about 45%, improper selection of materials, mold structure is unreasonable accounted for about 25%, process problems accounted for about 10%; lubrication problems, equipment problems and other factors accounted for about 20%. Therefore, in the mold design and manufacturing process, the selection of appropriate materials, reasonable design of the mold structure, choose a reasonable heat treatment process, proper arrangement of the mold parts of the processing process route, improve the working conditions of the mold are conducive to improving the quality and service life of the mold.
1 Reasonable selection of mold materials
1.1 Selection of mold materials
Selection of mold materials, should be based on different production batches, process methods and processing objects. In mass production, should be selected long life mold materials, such as cemented carbide, high toughness, high wear-resistant die steel (such as YG15, YG20); for small batch or new product trial can be used zinc alloys, bismuth-tin alloys, such as mold materials; for the easy to deform, easy to fracture failure of the general-purpose molds, you need to choose high-strength, high-toughness materials (T10A); hot forging die to be selected to have a good toughness, Strength, mold resistance and resistance to hot and cold fatigue properties of the material (such as 5CrM-nMo); die casting die to use high thermal fatigue resistance, high temperature strength of alloy steel (such as 3Cr2W8V); plastic molds should be easy to cut, dense organization, good polishing performance of the material. In addition, in the design of convex and concave mold, it is appropriate to use different hardness or different materials to match the mold, such as: convex mold with tool steel (such as T10A), concave mold with high carbon and high chromium steel (such as Cr12, Cr12MoV), the mold service life can be increased by 5 to 6 times.
According to the analysis of a large number of failed mold statistics, in the various factors that cause the failure of the mold, improper heat treatment accounted for about 45%, improper selection of materials, mold structure is unreasonable accounted for about 25%, process problems accounted for about 10%; lubrication problems, equipment problems and other factors accounted for about 20%. Therefore, in the mold design and manufacturing process, the selection of appropriate materials, reasonable design of the mold structure, choose a reasonable heat treatment process, proper arrangement of the mold parts of the processing process route, improve the working conditions of the mold are conducive to improving the quality and service life of the mold.
1 Reasonable selection of mold materials
1.1 Selection of mold materials
Selection of mold materials, should be based on different production batches, process methods and processing objects. In mass production, should be selected long life mold materials, such as cemented carbide, high toughness, high wear-resistant die steel (such as YG15, YG20); for small batch or new product trial can be used zinc alloys, bismuth-tin alloys, such as mold materials; for the easy to deform, easy to fracture failure of the general-purpose molds, you need to choose high-strength, high-toughness materials (T10A); hot forging die to be selected to have a good toughness, Strength, mold resistance and resistance to hot and cold fatigue properties of the material (such as 5CrM-nMo); die casting die to use high thermal fatigue resistance, high temperature strength of alloy steel (such as 3Cr2W8V); plastic molds should be easy to cut, dense organization, good polishing performance of the material. In addition, in the design of convex and concave mold, it is appropriate to use different hardness or different materials to match the mold, such as: convex mold with tool steel (such as T10A), concave mold with high carbon and high chromium steel (such as Cr12, Cr12MoV), the mold service life can be increased by 5 to 6 times.
1.2 Reasonable mold structure
The principle of mold design is to ensure sufficient strength, rigidity, concentricity, alignment and reasonable blanking clearance, and reduce stress concentration to ensure that the parts produced by the mold meet the design requirements. Therefore, the main work of the mold zero work (such as punching the convex, concave mold, injection mold, the dynamic, fixed mold, die forging mold, the upper and lower die, etc.) requires a high degree of guiding accuracy, concentricity and neutrality of good and reasonable blanking clearance.
The principle of mold design is to ensure sufficient strength, rigidity, concentricity, alignment and reasonable blanking clearance, and reduce stress concentration to ensure that the parts produced by the mold meet the design requirements. Therefore, the main work of the mold zero work (such as punching the convex, concave mold, injection mold, the dynamic, fixed mold, die forging mold, the upper and lower die, etc.) requires a high degree of guiding accuracy, concentricity and neutrality of good and reasonable blanking clearance.
When designing a mold, emphasis should be placed on:
① Attention must be paid to guiding support and centering protection when designing convex molds. In particular, the design of small hole convex mold using its own guiding structure, can extend the life of the mold.
② of the corner, narrow groove and other weak parts, in order to reduce stress concentration, to arc transition, arc radius R can be taken 3 ~ 5mm.
③ For the complex structure of the concave mold using the mosaic structure, can also reduce stress concentration.
④ Reasonable increase in clearance, improve the working part of the convex mold force state, so that the punching force, unloading force and pushing force down, convex and concave die edge wear is reduced.
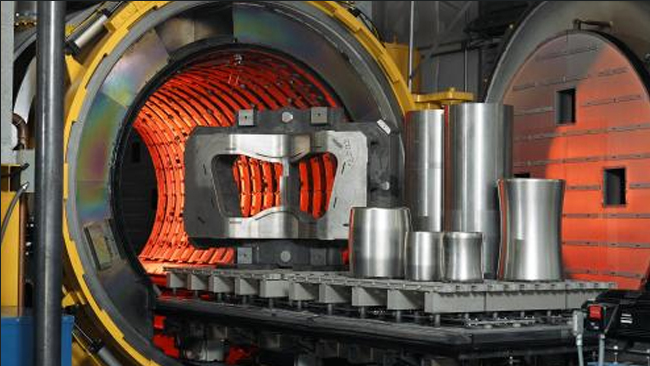
2 Mold heat treatment process
From the mold failure analysis, 45% of the mold failure is caused by improper heat treatment. As we all know, wear and tear, bonding occurs on the surface, fatigue, fracture also tends to start from the surface, so the surface of the mold processing quality requirements are very high. But in fact, due to the existence of processing traces, heat treatment surface oxidation decarburization is inevitable. Therefore, the surface performance of the mold is worse than the substrate. The use of new heat treatment technology is to improve the performance of the mold is an important economic and effective measures. Mold heat treatment process includes matrix toughening and surface strengthening treatment. Toughening of the matrix is to improve the strength and toughness of the matrix, reduce fracture and deformation. The main purpose of surface strengthening is to improve the surface of the mold wear resistance, corrosion resistance and lubrication properties.
2.1 The overall toughening process of the mold
Mold should have excellent overall toughness performance, but also has excellent cavity surface performance, so as to improve the service life of the mold, in order to achieve this requirement, appeared in the mold on the basis of the overall toughness and then surface strengthening of the various treatment processes: on the ordinary cold die steel, using low-temperature quenching and low-temperature tempering treatment can be received to increase the toughness, reduce the brittleness and breakage of the good results; on the Hot work die steel, high temperature quenching and high temperature tempering treatment, can significantly improve the toughness and thermal stability of hot work die steel. For example, for 3Cr2W8V material made of die-casting mold, using 400 ℃ ~ 500 ℃ and 800 ℃ ~ 850 ℃ of the two times in advance of normalizing and high-temperature quenching, tempering, can improve toughness by 40%, mold life can be increased by 1 times.
In addition, can also use deformation heat treatment. Metamorphic heat treatment is a combination of steel strengthening and phase change strengthening of a toughening process. Deformation heat treatment toughening nature is to obtain fine austenite grains, refinement of martensite increased density of dislocations in the martensite and the formation of cellular substructure, while promoting the diffuse hardening effect of carbide.
2.2 Mold surface strengthening heat treatment
Mold surface strengthening treatment process mainly has gas nitriding method, ion nitriding method, spark surface strengthening method, boron penetration, TD method, CVD method, PVD method, laser surface strengthening method, ion injection method, plasma spraying method and so on.
① Gas nitrocarburizing: Nitrogen is decomposed at nitriding temperature to produce active nitrogen atoms, which are absorbed by the metal surface and infiltrated into the steel and continuously diffuse from the surface to the inside to form a nitrided layer. After nitriding treatment, the surface hardness of the mold can reach HV950~1200, which makes the mold have high red hardness and high fatigue strength, and improves the degree of surface finish of the mold and resistance to occlusion.
② ion nitriding: the mold to be treated in a vacuum container, filled with a certain pressure of nitrogen-containing gases (such as nitrogen or nitrogen, hydrogen mixture), and then the mold to be treated as the cathode to the cover wall of the vacuum container as the anode, in the cathode and anode plus 400 to 600 volts of DC voltage, the cathode and anode will produce a glow discharge between the container of the gas is ionized in space to produce a large number of electrons and ions. Under the action of the electric field, positive ions rushed to the cathode, with a very high speed bombardment of the mold surface, the mold heating. Ion energy positive ions rushed into the mold surface, access to electrons, into nitrogen atoms are absorbed by the mold surface, and inward diffusion to form a nitrided layer. Application of ion nitriding method can improve the wear resistance and fatigue strength of the mold.
③ ignition surface strengthening: this is a direct use of electrical energy, high energy density of the mold surface strengthening process. It is through the role of spark discharge, as the electrode of the conductive material dissolved into the surface layer of the metal workpiece, thus forming an alloyed surface strengthening layer, so that the physical and chemical properties of the work surface and mechanical properties have been improved. For example, the use of WC, TiC and other cemented carbide electrode materials to strengthen the surface of high-speed steel or alloy tool steel, can form a micro-hardness of HV1100 or more wear-resistant, corrosion-resistant and red-hard reinforced layer, so that the service life of the mold has been significantly improved. Spark surface strengthening of the advantages of simple equipment, easy to operate, after treatment of the mold wear resistance to improve significantly; disadvantages are the strengthening of the surface is rougher, the thickness of the strengthening layer is thinner, strengthen the processing of low efficiency.

④ boron: boron layer has good red hardness, wear resistance, boron can significantly improve the surface hardness of the mold (up to HV1300 ~ 2000) and abrasion resistance, can be widely used in mold surface strengthening, especially suitable for dealing with abrasive wear conditions in the mold. But the boron layer tends to exist a greater brittleness, which also limits its application.
⑤ TD heat treatment: put a heat-resistant steel crucible in the air furnace or salt bath, put borax into the crucible and heat and melt it to 800℃~1200℃, and then add the corresponding carbide forming powder (such as titanium, barium, niobium, chromium), and then put the steel or cemented carbide workpiece into crucible and dip and keep warm for 1~2 hours, and then add the element to diffuse to the surface of the workpiece and react with the carbon of the steel to form the carbide layer, and the obtained carbide layer has a very high quality, especially suitable for dealing with molds under the condition of abrasive wear. The obtained carbide layer has high hardness and wear resistance.
⑥ CVD method (chemical vapor deposition): the mold will be placed in hydrogen (or other protective gases) heated to 900 ° C ~ 1200 ° C, after which the carrier gas, low-temperature gasification of volatile metal compounds gases such as titanium tetrachloride (TiCI4) and toluene CH4 (or other hydrocarbons) vapors brought into the furnace, so that the titanium and hydrocarbons in TiCI4 in the carbon (as well as the steel surface of the carbon fraction) Chemical reaction on the surface of the mold to produce a layer of the desired metal compound coating (e.g., titanium carbide).
⑦ PVD (Physical Vapor Deposition): The metal atoms used for reinforcement are evaporated in a vacuum chamber or bombarded with energy-charged particles, which are attracted and deposited onto the surface of the workpiece to form a chemical layer under the action of a current bias. The use of PVD penalties can be deposited on the surface of the workpiece titanium carbide, titanium nitride, aluminum oxide and other compounds.
⑧ laser surface strengthening: when a certain power of the laser beam to a certain scanning speed irradiation to the blackened surface of the mold, will make the mold surface in a very short period of time due to the absorption of laser energy and rapid warming. When the laser beam is removed, the mold work surface by the substrate itself conduction and rapid cooling, thus forming a certain performance of the surface of the reinforced layer, its hardness can be increased by 15 ~ 20%, in addition to the quenching group of small, wear-resistant, energy-saving effect is remarkable and can improve the working conditions and other advantages.
⑨ Ion injection: the use of small low-energy ion gas pedal, the need to inject the element of atoms, ionization into ions in the heater's ion source, and then through the ion heater's high-voltage electric field will be heated to become a high-speed ion stream, and then after the refining of the magnetic analyzer, ion beams will be forced into the mold placed in the target chamber of the mold work surface, thereby changing the mold surface micro-hardness and roughness, reduce the surface friction coefficient The service life of the mold will be improved eventually.
3 Mold machining process
Mold machining process is directly affect the service life of the mold and product quality is an important link. Because the shape of the mold parts are varied and high precision requirements, so in the processing in addition to the use of lathes, milling machines, planers, spade and grinders and other common machining equipment, but also need to apply a variety of advanced equipment, such as spark processing machine tools, spark wire cutting machine tools and precision grinding machine tools and so on. At present, for the complex structure and process requirements of special molds, a new type of processing methods different from the traditional machining - mold special processing (electroprocessing) has also been the rapid development.
Using this method, does not require the tool material is harder than the workpiece material, and does not need to apply significant mechanical force in the processing, but the direct use of electrical energy, chemical energy, light energy and acoustic energy on the workpiece processing to achieve a certain shape size and surface roughness requirements. Processing practice has proved that: the use of the correct processing technology, so that the cavity surface roughness of high-precision molds to improve twice the mold life can be increased by 50%. This is particularly important for plastic molds.

For more technical questions, please contact us!(phil@vowin.cn/yuki@vowin.cn)
Ideal group will serve for you!welcome to inquire 24 hours!
Previous:No
Posts by Topic
Recent Posts
- What is the process of mold manufacturing?
- What should be paid attention to the polishing of injection molds?
- What is easy to ignore when maintaining and overhauling injection molds?
- What are the 6 systems of plastic molds?
- What are the methods of strengthening the surface of injection molds?
- What are the methods of insulation for injection molds?
- How to solve the problem of injection mold release difficulty?
- How can we increase the brightness of ABS injection molded parts?
- What are the common problems of mold maintenance and how to solve them?(1)
- What are the common problems of mold maintenance and how to solve them?(2)




