








Resources
What is two-color injection molding process?
Release time:2023-10-20
What is two-color injection molding process?
Two-color injection molding process is a very classic molding process, which is to use two materials to inject into one product, and can achieve different color and touch the appearance of the effect. Today Ideal Group will introduce what is two-color injection molding process from 5 major sections in detail.
I. What is two-color injection molding?
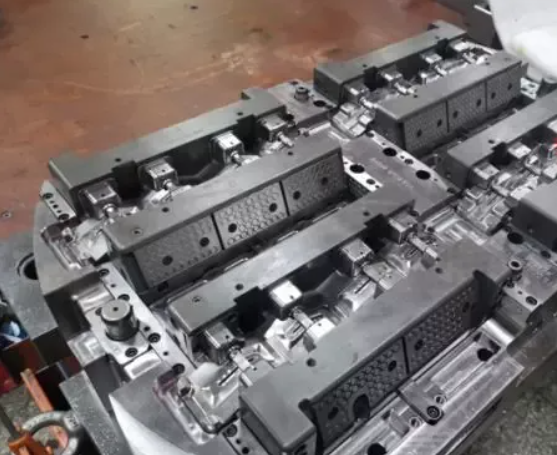
Two-color injection molding refers to the molding process where two different materials are injected into the same set of molds to achieve the molding of a product formed from two materials. The two materials are either different in color or different in hardness and softness, which can improve the aesthetics and assembly performance of the product.


The picture above is a two-color injection molded structural part, taken in our group's Deli Mould Factory. Here to explain the difference between secondary injection molding and two-color injection molding. Secondary injection molding is the first in the first single-color injection molding machine to make a color plastic parts, and then manually put into the second mold for injection molding, do not need a special injection molding machine. Two-color injection molding is completed by the two-color injection molding machine, there are also two injection molding, all completed inside the two-color injection molding machine, usually using a special two-color injection molding machine.
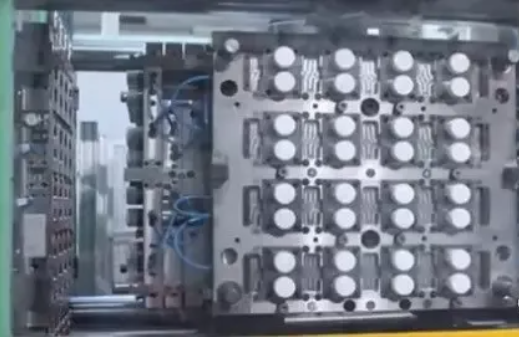
The above picture shows a large two-color injection molding machine at Ideal Group's plant.
II. what are the advantages of two-color injection molding?
Process advantages in detail to reduce material costs/environmental core materials using recycled secondary materials or low-viscosity materials to enhance the performance of the appropriate skin materials and core materials with the molded products can reduce residual stress, increase mechanical strength or product surface properties. Can use special surface properties of the skin or core material, such as anti-electromagnetic interference, high conductivity, etc. Improve efficiency and reduce costs automated production lines, high response, high repeatability, greatly reducing the process and manpower product yield stability, to ensure the delivery date, higher utilization of the workshop, reduce management costs mold life, stable quality, reduce the rate of scrap design freedom, beautiful appearance according to different characteristics of the use. The core and skin layer can be free to choose the material, no need to assemble, reduce the seams, to solve the problem that some products can not be mass-produced due to the special structure.
III. two-color injection molding principle
Two-color injection molding products molding needs a male mold and two female molds, the first injection in the male mold and the first female mold, molding, open the mold, without demolding, directly to the second female mold for the second injection, demolding can be obtained after the two-color injection molding finished products.
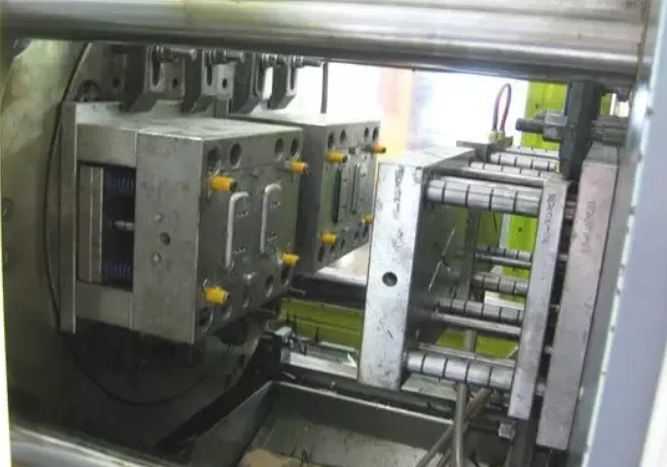

Above is a two-color injection mold, taken at the Ideal Group factory.
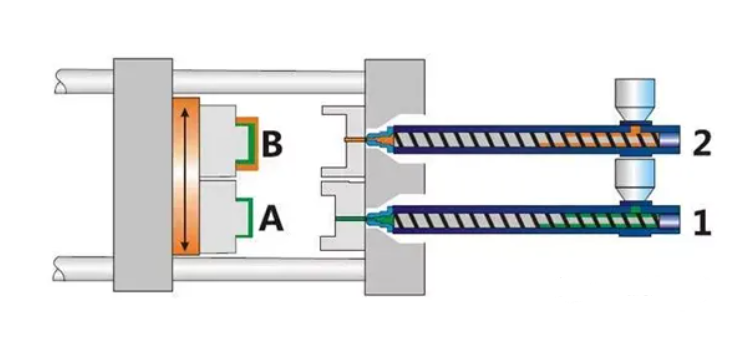
The diagram above shows the injection principle of a two-color injection molding machine. In actual production, a two-color injection molding machine usually uses two groups of male molds, each group is responsible for one injection, and switches between different female molds by rotating 180° vertically.
Above this way is simpler, has appeared four-disc two-color injection molding machine, each time you only need to rotate 90 °, and is a horizontal rotation, compared to the ordinary two-color injection molding eliminates the influence of gravity, more stable and more efficient.
IV. two-color injection molding on the material, process and mold requirements
1. Material requirements
Two-color injection molding of the pair of materials must meet the two basic compatibility conditions, namely, adhesive compatibility and process compatibility.
2. to the process requirements
Soft and hard rubber double shot design two materials must be melting point there is a certain temperature difference, generally recommended for 60 ℃, it is recommended that at least 30 ℃ or more, the first shot material melting point temperature is high, generally the first shot is PC or PC / ABS, the second shot is TPU or TPE, PC thick 0.6-0.7mm, software 0.4mm or more. Try to widen the contact area, do grooves and so on to increase the adhesion, or the first shot using a pumping core, the second shot part of the material injection molded into the first shot inside the first shot, the first shot mold surface as much as possible to do rough. Transparent and non-transparent double-shot design of small lens double-shot design: the first shot to do non-transparent, the second shot to do the lens, the first shot try to use PC with a high melting point, the second shot with PMMA.
Transparent and non-transparent double-shot design for decorative use: the first shot for non-transparent materials, the second shot for transparent materials, non-transparent materials commonly used in the material temperature of the PC, the second shot of transparent materials with PMMA or PC. PC needs to be sprayed with UV to protect, PMMA needs to be sprayed with UV to protect, PMMA needs to be sprayed with UV to protect. PC needs to be sprayed with UV to protect, PMMA can choose UV or reinforced, if there are characters on the surface, then UV must be chosen.
Transparent and non-transparent double-shot design for decorative use: the first shot for non-transparent materials, the second shot for transparent materials, non-transparent materials commonly used in the material temperature of the PC, the second shot of transparent materials with PMMA or PC. PC needs to be sprayed with UV to protect, PMMA needs to be sprayed with UV to protect, PMMA needs to be sprayed with UV to protect. PC needs to be sprayed with UV to protect, PMMA can choose UV or reinforced, if there are characters on the surface, then UV must be chosen.
3. Requirements for mold
① the two shapes of the female mold must be different, respectively molding a product, while the two shapes of the male mold should be exactly the same;
② the mold's front and rear mold to the center of the 180 ° rotation, must match;
③ Maximum mold thickness, minimum mold thickness, KO hole distance, etc. need to be carefully checked;
④ The water outlet of the three-plate mold is best designed for automatic demolding action;
⑤ in the design of the second injection of the mother mold, in order to avoid the second mother mold has been molded for the first time to avoid scratching the product glue bit, you can design a part of the avoidance of empty. But must carefully consider the strength of each sealing bit;
⑥ injection molding, the first injection molding product size can be slightly larger, in order to make it in the second molding can be with another male mold pressure more tightly, in order to achieve the role of sealing glue;
⑦ pay attention to the second injection molding, the flow of plastic whether it will impulse the first time has been molded products, so that its glue bit deformation;
⑧ in the A, B plate before the mold, pay attention to the front mold slider or slanting top whether it will reset first and crush the product;
⑨ two female mold and male mold water transport arrangement as fully as possible, and balanced;
⑩ 99% of the cases is the first injection of hard plastic part of the product, and then injection of soft plastic part of the product, because the soft plastic is easy to deformation.

V. Main Applications
Two-color injection molding process has now been widely used in automobiles, electronic products, power tools, medical products, home appliances, toys and so on almost all the plastic field. Next, let's show the two-color process products from several fields.
1. Domestic life area
1. Domestic life area





2. Automotive components


3. Cell phones 3C





4. Home appliances



5. Medical care



6. Tooling products




7. Others
Two-color injection molding can directly produce products with multiple color matching at one time, such as toys and stationery.



If you have mold customization needs, please contact us!

Posts by Topic
Recent Posts
- What kinds of plastic mold materials?
- What is the process of mold manufacturing?
- What should be paid attention to the polishing of injection molds?
- What is easy to ignore when maintaining and overhauling injection molds?
- What are the 6 systems of plastic molds?
- What are the methods of strengthening the surface of injection molds?
- What are the methods of insulation for injection molds?
- How to solve the problem of injection mold release difficulty?
- How can we increase the brightness of ABS injection molded parts?
- What are the common problems of mold maintenance and how to solve them?(1)




