








Resources
The Realities of Aluminum Tooling
Using aluminum tooling instead of traditional tools steels reduces cycle time and costs, but requires up-front, open communications between moldmaker, molder, material supplier and hot runner manifold supplier.
Moldmakers and molders looking to find an alternative to traditional tool steels should seriously consider using aluminum. Aluminum tooling offers a myriad of benefits: it is easier to cut and it cools at a much more rapid rate than tool steels, which reduces cycle times—resulting in reduced costs at the OEM level.
This article will present the challenges and benefits of using aluminum tooling from four perspectives: moldmaker, molder, material supplier and hot runner manifold supplier.
Mold Manufacturer
According to Chris Jones, president of Rapid Die & Engineering (Grand Rapids, MI)—a plastic injection mold manufacturer specializing in a wide variety of automotive components—aluminum tooling is gaining in prominence. “The end result of using aluminum tooling is to reduce costs to the OEM,” he emphasizes. “We do see a reduction in costs in the tooling—which will vary from molder to molder and how we build the tool. Each injection molder has their own tooling standards. The moldmaker must take this into account when quoting and ultimately building the mold. These tooling standards fundamentally drive the overall design and cost of the tool. But it can run anywhere from 15 to 25 percent savings on tooling, or greater, depending on simplicity.”

Figure 1: Standard cooling bushings and nozzle tips. Shown are two of the most popular ‘blind’ and ‘through’ style nozzle tips and their respective cooling bushings. Images courtesy of PSG Plastic Service Group, Inc.
“Also, because of the ability to cool aluminum at a nice even rate, the theory is that cycle times will drop,” Jones adds. “Reduction in cycle time is dependent on each individual molder. Each injection molder has their own process (which can vary greatly depending on personnel, equipment available at that location and materials being molded). Their individual process can impact the cycle time. For example, some injection molders are looking at lowest cost tooling up front and not considering the piece part cost over the lifecycle of the production run. This can greatly impact cycle time. If using valve gates you can reduce cycle time and increase the process window, but they cost more up front. One molder may use valve gates whenever possible and another may not at all. The savings in tooling and a drop in cycle times will produce parts quicker.”
Another benefit is that it is easier to cut aluminum than steel. “You still have to invest in specialized tooling for optimal chip removal and you have to think differently with regards to processing, chip rate, chip load, etc., but the learning comes pretty easy. The major learning curve lies with the molder to teach their people to take care of the tooling and be gentle with it.”

Figure 2: This close up of the nozzle, tip, valve pin and cooling bushing assembly shows the nozzle tip assemblies components (some made from grade 5 titanium) that contact the cooling bushing. This acts as a second ‘thermal isolation’ layer to further improve performance.
As for the longevity of aluminum tooling, Jones points out that he has some tools still running with well over 100,000 shots on them. “The criteria for aluminum tooling is changing. In the past the mainstay was prototype tooling. You would get 50, 100 maybe 1,000 parts for all the testing and different departments and then build a steel production tool. Today aluminum tooling is being used for 50,000, 100,000 and even 200,000 shots for production. The average will depend on the demand. The demand (or volume) will dictate if today’s aluminum tooling fits the project. Throw into the mix modern surface coatings that can extend the aluminum tool life and you have yet one more thing to consider in the decision-making process.”
Molder
Mike Kleinert, Vice President of W.K. Industries (Sterling Heights, MI)—a full-service prototype and production mold/molding house that builds hundreds of aluminum tools per year—agrees with Rapid Die’s Jones that aluminum is an up-and-coming mold material, especially with prototype runs. “There seems to be a push in the industry to use aluminum for production tools,” Kleinert states. “There are good applications for aluminum tooling: for less complicated parts and parts that use a non-abrasive material like a polypropylene or a TPO, then aluminum is a good metal. However, when you get into higher volumes with more abrasive materials (e.g. glass-filled, ABS) that take a lot of pressure to fill a part, the aluminum is going to have a certain amount of life. The question is, ‘What is the life of tool going to be?’ and I don’t know that anyone has the answer to that. To guarantee an aluminum tool for so many pieces I would say is a risky statement.”
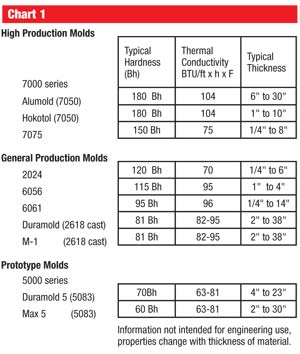
Chart courtesy of Clinton Aluminum & Stainless Steel.
As for running an aluminum tool, Kleinert believes a little bit of vigilance goes a long way. “Any good molder recognizes that aluminum is obviously a softer metal than traditional tool steels so there needs to be a little more TLC,” he advises. “But you can’t be afraid of it either. It needs to be watched a little more than normal. It does require some additional awareness, but that is the case whether using aluminum or steel. Things can happen with either material, and the operator needs to be aware of what he is doing.
“It also is critical the mold be designed and built properly,” Kleinert continues. “Remember, the tool builder builds the tool, but the molder has to live with it. I think it is a great idea that all parties involved work collectively as a whole—that could save any finger-pointing later and ensure the molder is going to be more aware of what he will be receiving.”
Material Supplier
Anthony Negrelli, President of Clinton Aluminum & Stainless Steel (Clinton, OH)—a supplier of aluminum and stainless steel—notes that aluminum is now being utilized for production versus the old mentality of just for prototype work. “There are various grades of aluminum, and utilizing the correct grade of aluminum with number of parts required and plastic requirements will result in cost savings, he explains.
Negrelli points out that a “leading” automotive manufacturer has performed a three-year study and found the following to be true:
• The strongest aluminum is a 7000 series. The leading manufacturer had a third party study review various mill products.
Alumold produced by Alcan Aluminum and Hokotol produced by Aleris offer the highest, hardness, tensile and yield strength.
• They recommend that an aluminum injection mold made from a 7000 series aluminum alloy can have a 2,000,000+ shot
life per tool [note: a 2618 cast aluminum (Duramold 2 and M1) has a recommended shot life of 100,000 hits].
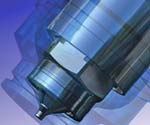
Figure 3: The complete nozzle tip assembly shown through a transparent cooling bushing.
There are some challenges to working with aluminum tooling, Negrelli adds, which include maintenance, the need to improve toolmakers’ skill sets with manufacturing an aluminum mold, and the need to continue to improve processes to texture and repair aluminum molds. The mills are working on improving the welding process for the 7000 series material, but still the current practices are acceptable. See Myths Sidebar for some common myths about aluminum tooling.
|
Benefits of Aluminum Molds vs. P-20 Steel from a Three-Year Study by a Leading Manufacturer
Courtesy of Clinton Aluminum & Stainless Steel. |
Manifold Supplier
Rich Oles, President/CEO of PSG Plastic Service Group, Inc.—a manufacturer of hot runner manifold systems and controllers—agrees that there has been a resurgence in the use of aluminum tooling in recent months. “We have had increased inquiries as to our experience and products offered for aluminum tooling.” Oles notes. “This is a cycle we (along with our industry) have seen before. It seems about a decade ago there was a similar buzz in our industry. The major differences today are that new aluminum grades have increased performance and reliability, faster machines and software are available for designing and producing the molds, and a better understanding of the requirements of aluminum tooling and knowing the production goals give mold manufacturers a better direction.
“When you combine the above with early involvement (mold design phase) from the manifold supplier and moldmaker, the mold can be designed once to use standard manifold components that are typically lower in cost without sacrificing performance,” Oles continues. “This is also the preferred method for all mold builds. Unfortunately it’s not the industry standard—yet.”

Figure 4: A standard cooling bushing used to isolate the nozzle tip from the aluminum tool. Many variations of this assembly are offered.
Currently when molding with aluminum tooling the most common solution for a runner system is the cold runner, Oles explains. “The reasons vary but the most common are cost and the general opinion ‘simple (overall design) is always better,’” he says. “With aluminum tooling having lower volumes in most cases, it becomes harder to justify the added cost of a hot runner manifold system.


Figure 6: This image displays the resulting damage to a steel mold when caution was not taken during the installation of a nozzle tip or cooling bushing. This damage is amplified in an aluminum tool. Once damaged the bore was ‘touched up’. This impacts nozzle tip performance in a significant way.
“However, hot runner systems have a number of benefits that are not realized in most cases,” Oles continues. “The general issues are: higher cost, nozzle tips freezing off completely (stopping flow) and damage to the aluminum tooling from installation and thermal expansion. In most cases, the added value of having a similar process in prototype and production can be significant but not considered. To offset the cost of a hot runner manifold system, early communication and planning can allow the hot runner system to be recycled from the aluminum (prototype) tool into steel (production) tooling. Recycling prototype manifolds into production is possible as long as drop locations don’t change. Using valve gates increases cost but opens up the processing window and can reduce cycle times.”
Using a nozzle sleeve or cooling bushing as a thermal isolation barrier is one method to prevent nozzle tips from freezing off, Oles adds. “The sleeve isolates the colder aluminum from the increased temperatures of the nozzle tip,” he comments. “This creates the ‘layer’ of thermal isolation so the tip can flow and then freeze off completing the cycle and starting over again. Another variation of this application is to use the ‘cooling’ bushing to ‘warm or heat’ the gate point instead of cooling it. By warming the gate point area it decreases the delta in temperature from the bushing to the nozzle tip. The result is easier and consistent start-ups for molding.
|
Aluminum Tooling Myths
Courtesy of Clinton Aluminum & Stainless Steel. |
An additional benefit from the nozzle sleeve or cooling bushing is a replaceable gate point. “Replacement would take the place of reworking the aluminum mold in the case of damage allowing leakage,” Oles emphasizes. “When using aluminum damage can occur during the assembly process (of a cold sprue or hot runner system) because the aluminum has a lower hardness than the components being installed. Sharp edges from components installed are the likely areas damage can and will occur if not handled with great caution. When using a nozzle sleeve or cooling bushing, once installed it does not need to be removed. The nozzle interfaces with the sleeve rather than the parent aluminum. The result: preventing damage to the aluminum tooling.”
A Collaborative Effort
Aluminum tooling can be a viable alternative to traditional tool steels, with open communications between the parties involved: moldmaker, molder, material supplier and hot runner manifold supplier. PSG’s Oles recommends all four parties set a clear goal for the mold build and project requirements. “Collaborate, listen and learn from each other to achieve the goal at hand,” he stresses. “Aluminum tooling emphasizes the need for excellent up-front communications and selecting the correct components for the system.”
- What affects injection mold machining accuracy and productivity?
- Shenzhen top five mold manufacturers: how plastic products are processed and produced?
- Shenzhen Ideal Vowin mold manufacturer: how to effectively improve the precision of mold processing?
- Chrome plating, a process that makes cars stylish
- Six injection molding processing technologies for home appliance plastic products
- Advantages and disadvantages of injection molding vs blow molding
- What is automotive hot stamping and molding technology?
- What is the difference between a hot runner and a cold runner in the mold?
- Automotive stamping die in large, precision and other areas of progress is obvious, the rapid development of plastic and rubber molds
- The top ten problems that are likely to occur in the mold testing process




